











Innovative Pilot Project for Gas Purification and Neutralization
In a pilot project executed for Rotem Amfert, we designed and supplied a specialized gas absorption system for gas purification, which was integrated into Facility 31 as part of an experimental process to improve air quality at the manufacturing plant.
Project Components:
Multi-Stage Gas Treatment Process:
- Low-Pressure Suction System - Efficient removal of gases from active industrial processes
- Chemical Neutralization Injection (Scrubbing) - Reactive agent introduction that chemically neutralizes contaminated gas components for effective treatment
- Moisture and Chemical Residue Separation - Advanced stream treatment using Mist Eliminator technology for complete purification
Engineering Excellence:
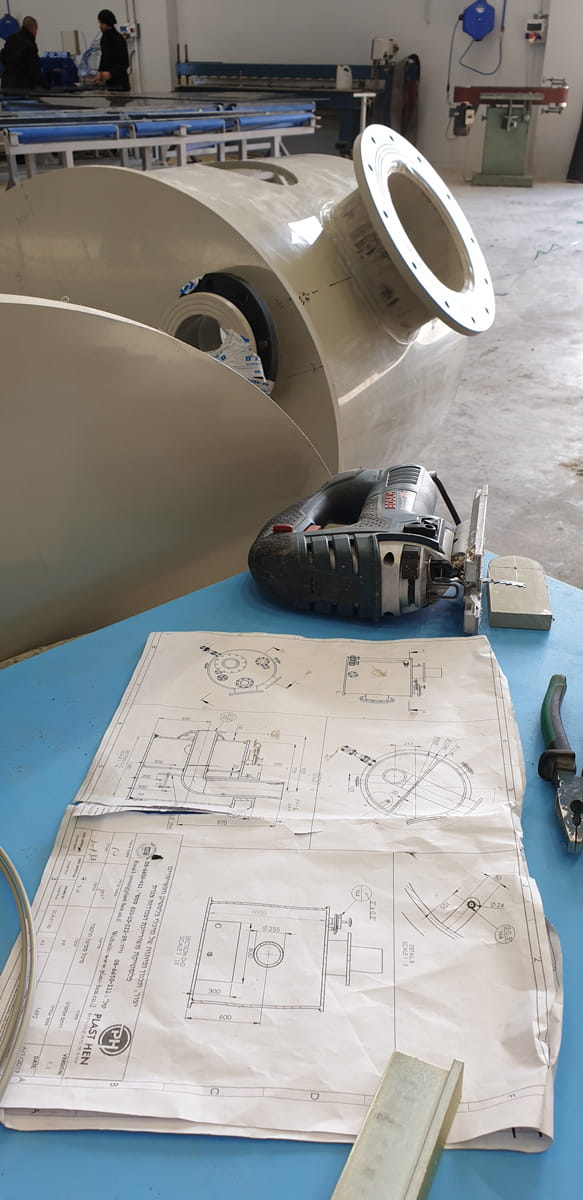
- Chemical-Resistant Construction - System components manufactured from materials engineered for challenging chemical environments
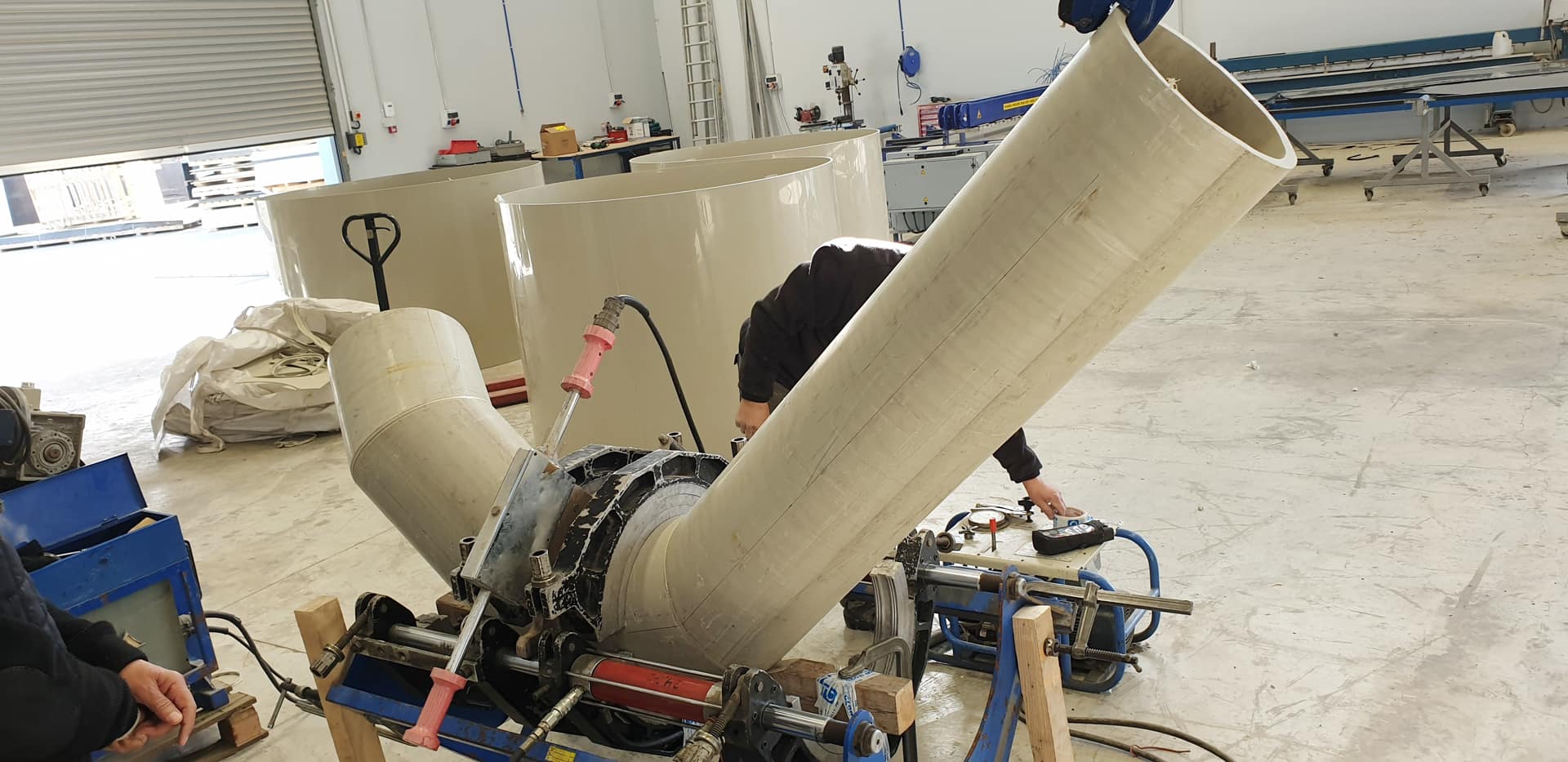
- Precision Integration - Custom design and manufacturing for seamless operation within existing facility infrastructure
Pilot Project Objectives:
Performance Validation Testing: To evaluate absorption efficiency, chemical reaction speed, and drying capability of the gas purification system under real operational conditions, in preparation for broader implementation across additional facility production lines.
Unique Project Features:
Integrated Process Design:
- Multi-Stage Treatment Integration - Combining suction, chemical reaction, filtration, and drying processes within a single comprehensive system
- Active Facility Integration - Precision engineering design for seamless integration with operational manufacturing facility without production disruption
- Long-term Durability Materials - Construction using materials ensuring extended resistance to corrosive compounds and harsh field conditions
Technical Specifications:
System Configuration:
- Low-Pressure Gas Extraction - Optimized suction for industrial process gas removal
- Chemical Scrubbing Technology - Advanced neutralization through reactive chemical injection
- Mist Elimination - Complete moisture and chemical residue separation
- Material: Chemical-resistant construction for corrosive environment applications
Pilot Project Success:
Proven Performance: The system operated successfully and demonstrated high effectiveness, paving the way for additional projects throughout the facility. This pilot validation confirmed the system's capability for:
- Enhanced Air Quality - Significant improvement in facility atmospheric conditions
- Effective Gas Neutralization - Proven chemical treatment efficiency
- Operational Reliability - Consistent performance in demanding industrial environment
- Scalability Potential - Validated design for facility-wide implementation
Environmental & Operational Benefits:
Air Quality Improvement:
- Advanced gas purification for safer working environment
- Effective neutralization of industrial emissions
- Compliance with environmental air quality standards
- Sustainable manufacturing process enhancement
Process Integration:
- Minimal disruption to existing production operations
- Seamless integration with facility infrastructure
- Future-ready design for expanded implementation
- Cost-effective environmental compliance solution
Innovation Leadership: This pilot project represents cutting-edge gas treatment technology, combining multiple purification processes into an integrated system specifically engineered for demanding chemical manufacturing environments.
Future Implementation: The successful pilot operation has established the foundation for broader system deployment across Rotem Amfert's manufacturing facilities, demonstrating our capability to deliver innovative environmental solutions for complex industrial applications.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}